Taraud machine DIN353 HSS de haute qualité




Caractéristiques
1. Matériau : Les tarauds DIN352 sont fabriqués en acier rapide (HSS), reconnu pour son excellente dureté et sa résistance à l’usure. Ceci permet une coupe efficace et une durée de vie prolongée de l’outil.
2. Profils de filetage : Les tarauds DIN 352 sont disponibles en différents profils de filetage pour s’adapter à diverses applications de filetage. Les profils de filetage courants comprennent les filetages métriques (M), Whitworth (BSW), unifiés (UNC/UNF) et les filetages de tuyauterie (BSP/NPT).
3. Dimensions et pas des filetages : Les tarauds DIN 352 sont disponibles dans une large gamme de dimensions et de pas de filetage pour répondre à différents besoins. Ils permettent de fileter divers matériaux et acceptent les pas de filetage grossiers et fins.
4. Tarauds à droite et à gauche : les tarauds DIN 352 sont disponibles en versions à coupe à droite et à gauche. Les tarauds à droite servent à réaliser des filetages à droite, tandis que les tarauds à gauche servent à réaliser des filetages à gauche.
5. Tarauds coniques, intermédiaires ou de fond : Les tarauds DIN 352 sont disponibles en trois modèles : coniques, intermédiaires et de fond. Les tarauds coniques présentent une conicité initiale progressive et sont généralement utilisés pour l’amorçage des filetages. Les tarauds intermédiaires ont une conicité moyenne et sont utilisés pour les applications de filetage générales. Les tarauds de fond ont une conicité très faible ou sont droits et servent à fileter près du fond d’un trou ou à réaliser un filetage traversant un trou borgne.
6. Chanfrein ou arête d'entrée : Les tarauds peuvent présenter un chanfrein ou une arête d'entrée à l'avant pour faciliter l'amorçage du filetage et guider le taraud dans le trou en douceur. Ce chanfrein facilite également l'évacuation des copeaux pendant la coupe.
7. Durabilité : Les tarauds machine en acier rapide DIN352 sont conçus pour résister aux contraintes d’une utilisation intensive. Le matériau et le procédé de fabrication leur confèrent une grande durabilité, permettant de multiples utilisations avant remplacement.
8. Conception normalisée : La norme DIN 352 garantit la normalisation des dimensions, des tolérances et des géométries de ces tarauds. Ceci permet l’interchangeabilité des tarauds de différents fabricants, assurant ainsi des résultats de filetage constants et fiables.
détail du robinet manuel


usine

caractéristiques
| Articles | Spécification | Standard |
| TAPS | Tarauds à main à cannelures droites | ISO |
| DIN352 | ||
| DIN351 BSW/UNC/UNF | ||
| DIN2181 | ||
| tarauds à cannelures droites | DIN371/M | |
| DIN371/W/BSF | ||
| DIN371/UNC/UNF | ||
| DIN374/MF | ||
| DIN374/UNF | ||
| DIN376/M | ||
| DIN376/UNC | ||
| DIN376W/BSF | ||
| DIN2181/UNC/UNF | ||
| DIN2181/BSW | ||
| DIN2183/UNC/UNF | ||
| DIN2183/BSW | ||
| Robinets à cannelures hélicoïdales | ISO | |
| DIN371/M | ||
| DIN371/W/BSF | ||
| DIN371/UNC/UNF | ||
| DIN374/MF | ||
| DIN374/UNF | ||
| DIN376/M | ||
| DIN376/UNC | ||
| DIN376W/BSF | ||
| robinets à pointe hélicoïdale | ISO | |
| DIN371/M | ||
| DIN371/W/BSF | ||
| DIN371/UNC/UNF | ||
| DIN374/MF | ||
| DIN374/UNF | ||
| DIN376/M | ||
| DIN376/UNC | ||
| DIN376W/BSF | ||
| Taraud à rouleau/Taraud de formage | ||
| tarauds à filetage de tuyauterie | G/NPT/NPS/PT | |
| DIN5157 | ||
| DIN5156 | ||
| DIN353 | ||
| Tarauds à écrou | DIN357 | |
| foret et taraud combinés | ||
| Jeu de tarauds et de filières |
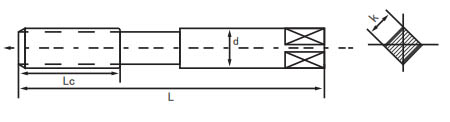
| Taille | L | Lc | d | k | trou inférieur | |||||
| M2*0,4 | 40,00 | 12h00 | 3,00 | 2,50 | 1,60 | |||||
| M2,5*0,45 | 44,00 | 14h00 | 3,00 | 2,50 | 2.10 | |||||
| M3*0,5 | 46,00 | 11h00 | 4.00 | 3.20 | 2,50 | |||||
| M4*0,7 | 52,00 | 13h00 | 5,00 | 4.00 | 3,30 | |||||
| M5*0,8 | 60,00 | 16h00 | 5,50 | 4,50 | 4.20 | |||||
| M6*1.0 | 62,00 | 19.00 | 6.00 | 4,50 | 5,00 | |||||
| M8*1,25 | 70,00 | 22h00 | 6.20 | 5,00 | 6,80 | |||||
| M10*1,5 | 75,00 | 24h00 | 7.00 | 5,50 | 8,50 | |||||
| M12*1,75 | 82,00 | 29,00 | 8,50 | 6,50 | 10h30 | |||||
-

Forets hélicoïdaux HSS M2 à queue réduite hexagonale usinée avec revêtement en titane
-

Lame de scie en acier au tungstène de petite taille pour la découpe de l'acier inoxydable
-

Fraise en carbure de tungstène de type M, de forme conique et à extrémité pointue
-

Coffret de 115 forets HSS chiffres et lettres hélicoïdaux dans une boîte métallique
-
Forets hélicoïdaux HSS forgés à finition oxyde noir, longueur standard
-

Foret hélicoïdal HSS aéronautique entièrement rectifié, longueur étendue, avec revêtement en oxyde noir...